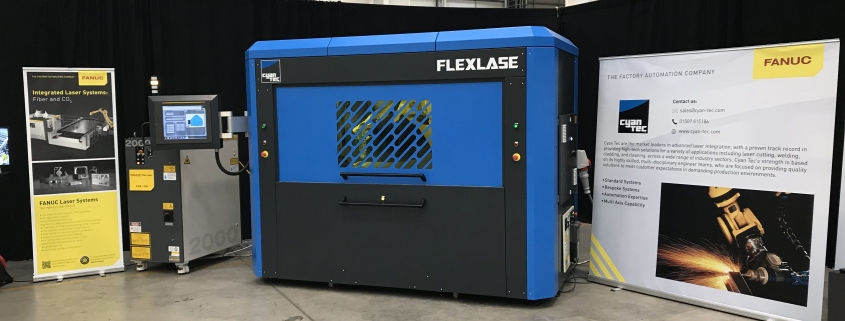
Cyan Tec are pleased to be teaming up with their robotics and automation partner, Fanuc UK, to show off the Flexlase cell at the Farnborough International Airshow 2022.
Farnborough International Exhibition & Conference Centre, one of the world’s biggest aerospace events, will run from the 18th July to the 22nd of July 2022. This is a fantastic opportunity for potential clients to meet the Cyan Tec team and understand more about the capabilities of the Flexlase machine.
The small footprint design has the ability to cut or weld (configured to suit the customer’s requirements), including the integration of a wide range of different laser sources. Cyan Tec’s vast laser experience will assist in the configuration of the machine such as; laser processing optics, laser power and component fixturing.
Given that Cyan Tec have a history of working in a wide range of industries – automotive (including E-mobility), aerospace, nuclear, battery technology, pharmaceutical and plastics – the Flexlase has been designed with this in mind and can be easily configured to suit a wide range of applications.
Cyan Tec Systems, a designer and manufacturer of bespoke automation systems, relies on TRUMPF solid-state fibre and disk laser technology to help maximise the quality and reliability of its machines. The company currently has 14 TRUMPF lasers at various stages of machine integration across its shop floor in Leicester: eight for laser cutting applications, five for laser welding and one for laser marking.
The delivery of turnkey projects at Cyan Tec extends from conceptual ideas – through mechanical/electrical machine design, manufacture of component parts, purchase of commercial items and assembly – to customer sign-off, installation and commissioning.
Among several specialisms at the multi-million turnover business is automated laser systems, all of which are bespoke and, to some degree, modular. Cyan Tec supplies these machines to sectors that include automotive (including EV battery manufacture), nuclear decommissioning, medical and aerospace. Typical solutions provided by Cyan Tec centre on the integration of laser equipment into a cell incorporating the required component tooling and manipulators, full guarding to comply with current legislation (active or passive), chiller units and extraction where necessary.
“We have a proven track record in providing high-tech solutions for a variety of applications, such as laser cutting, welding, cladding and ablation/cleaning,” explains Sales Manager Richard Copson. “We supply to both industry and the research sectors, working with major laser source and laser head/optics manufacturers to offer a complete solution.”
Prominent among this number is TRUMPF, with which Cyan Tec has had a successful business relationship since 2009. The partnership has grown in recent years following TRUMPF’s acquisition and subsequent rebranding of SPI Lasers.
“We use TRUMPF because their lasers suit our very diverse mix of projects,” states Richard. “TRUMPF’s wide spectrum of lasers means they can nearly always offer a solution, which is a big advantage for us. We also tap into their support. We don’t have any on-site demonstration facilities for lasers, so we rely on TRUMPF for component trials. It helps to prove the process and provides customer confidence. In addition, we occasionally use TRUMPF expertise to fine-tune the process parameters on our machines as we near completion.”
At present, the company is building 14 systems featuring TRUMPF lasers, 12 of which are TruFiber P compact models. TruFiber P compact series lasers are available in a convenient 19-inch format with laser power of up to 2 kW.
“We buy a lot of these lasers because they have a small dimensional envelope,” says Richard. “We take them as rack-mounted OEM modules, which gives us the flexibility to add whatever optical set-up we require on the end. The TruFiber P compact has a competitive price, is practically maintenance-free and offers an integrated safety concept. It’s a product we’ve been using successfully for quite some time.”
With a fibre laser such as the easy-to-integrate TruFiber P compact there is no need for alignment, adjustment or subsequent cleaning of optical surfaces once it has been built, which means there is little or no maintenance requirement. The laser also features a patented back-reflection protection system, not only protecting the laser from the damaging effects of back-reflected light, but making it possible to process highly reflective materials such as copper.
Another TRUMPF laser currently on site at Cyan Tec is a 4 kW TruDisk, which will bring great benefit to a welding system with its brilliant beam quality (up to 2 mm·mrad) and 100% consistent power output. Last but not least is a TruMark Station 3000, which combines simplicity and convenient operation with flexibility: customers can combine it with all marking lasers in the TruMark 1000, 3000, 5000 and 6000 series.
“Reliability is key in all cases, because if the laser fails our badge is on the machine so it could damage our reputation,” concludes Richard Copson. “However, I’m happy to report that the reliability and quality of TRUMPF lasers is very good. This is important because we want to build machines that perform day-in, day out and provide longevity. Of course, we need to offer a competitive price, but we will not cut corners and use inferior products. The ambition is to help customers achieve value-added product enhancement, process improvement and cost savings by designing and building robust, production-capable solutions. We also want to develop long-term relationships with our customers and maintain a good reputation in the market, as this leads to recommendations.”
Cyan Tec Systems are pioneering the use of inkjet print technology to replace spray systems in a wide variety of industrial sectors. The use of inkjet can eliminate masking, reduce fluid waste by up to 80% and offer the ability to create individualized patterns and images. Cyan Tec continues to sell spray systems where the application requires it, however customers are increasingly attracted by the advantages of inkjet over spray.
Spray technology has several major disadvantages. It is impossible to spray selectively and where the substrate contains holes, for example, waste occurs, as the spray passes through the holes. Similarly, the technology requires overspray, where the deposition starts before it reaches the initial edge of the part and overruns as it reaches the trailing edge of the part. Cyan Tec has found that on an automotive dashboard part, for example, fluid loss through the holes and off the edges of the part, results in over 70% fluid waste. Naturally in today’s world, such waste is not environmentally acceptable, where it can be at all avoided by adopting alternative technologies.
Inkjet technology was pioneered in the UK and offers the advantages of direct to product deposition, print flexibility, minimized waste and production efficiency. Cyan Tec apply their knowledge of inkjet born in the graphics and promo markets to also deploy the technology for industrial coatings. By marrying their inkjet print knowledge and vast experience of robotics and motion systems, the company offer systems that deposit decorative and functional fluids directly onto 3D objects eliminating wasteful overspray and costly masking processes. Cyan Tec claims its inkjet systems utilised, for example, to coat automotive dashboards with piano black anti-scratch finishes use up to 70% less fluid than a spray process. Where the fluid deposited is solvent based harmful VOC emissions can also be reduced by up to 70%.
Cyan Tec inkjet systems use an array of around 1000 tiny nozzles to deposit fluid precisely where required on to the substrate. Each nozzle fires a number of picolitre drops accurately controlled by means of a piezo firing element. The array which is between 50cm and 70cm wide can create a spray swathe of that width. The piezo firing elements can be addressed individually, via drive electronics and software. The selective nature of inkjet technology means features such as component holes can be avoided and fluid deposition curtailed at the edges of the product to eliminate overspray. The controllability and flexibility of inkjet means patterns and images can be created without the need for masking resulting in process efficiencies.
Examples of coating applications in the automotive arena, include high gloss interiors and protective exterior coatings over illuminated surfaces. Cyan Tec continues to drive inkjet technology into new areas and development work is taking place with more exotic functional fluids for electric vehicle electronics and aerospace applications. Like most technologies, inkjet deposition has its limitations – very high viscosities or large particle size fluids can be challenging to deposit, however these limits are being constantly surmounted as printhead manufacturers develop new printheads to meet these challenges.
Cyan Tec market a number of modular systems from entry level, single conveyor printers to sophisticated robotic depositions systems along with all the necessary automation upstream and downstream to take care of loading, cleaning, pre-treatment, curing, vision inspection unloading and so on. The company also sells flexible print modules including printheads, fluid supply systems, electronics and software as a package that can be integrated into existing or third-party customer machines.
If you think your coating or decorating process could benefit from the direct, selective, addressable deposition that inkjet technology offers, Cyan Tec are there to guide you through the possibilities. Contact them today to discuss your application at sales@cyan-tec.com or telephone +44 (0)1509 815186.
https://cyan-tec.com/wp/wp-content/uploads/2022/05/IMG_3694-scaled.jpg19202560Grant Copsonhttps://cyan-tec.com/wp/wp-content/uploads/2023/10/Cyan-Tec-Logo-2017-80x80.pngGrant Copson2022-05-09 15:59:552022-05-09 15:59:57The Elimination of Overspray – Deposition with Inkjet
Cyan Tec were delighted to show off their Flexlase laser processing cell at the MACH 2022 exhibition. The first trade show under the MACH brand since the start of the pandemic, the footfall at the NEC in Birmingham was particularly impressive and plenty of business links were created and rejuvenated throughout the week-long event.
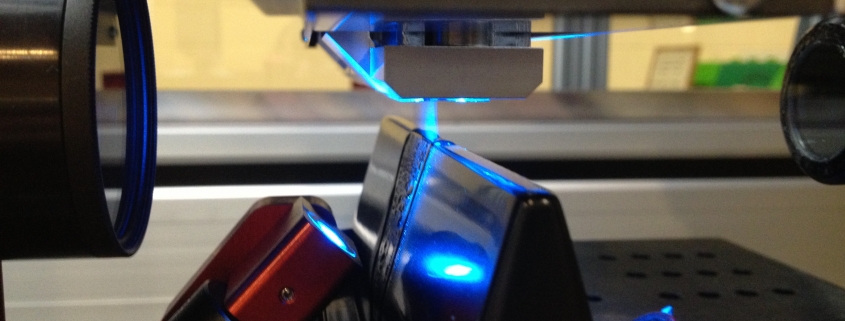
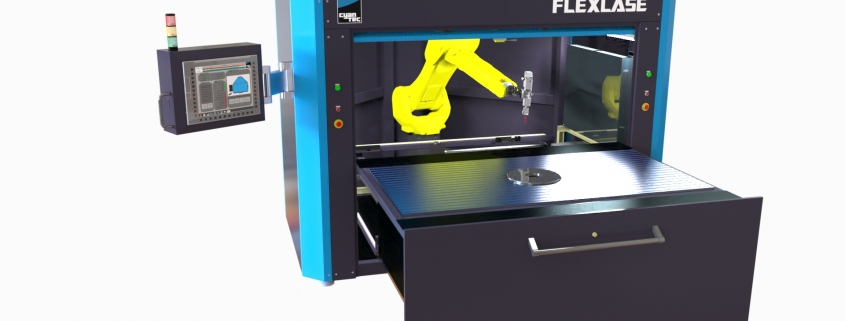
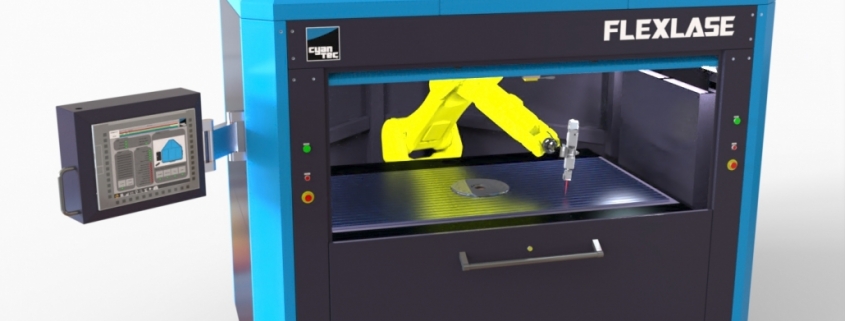
The Hyperion™ Flexlase is a high-quality, compact, modular laser processing machine. The characteristics of the fibre fed solid state range of lasers results in higher quality welding and cutting along with faster speeds when compared to other solutions.
A modular machine structure gives the customer the ability to choose between different options, depending on the application, providing a platform to specify a dedicated processing tool but with the benefits of purchasing a standard piece of equipment.
Cyan Tec’s control software seamlessly integrates the robot, laser source and safety systems, delivering optimum quality for improved manufacturing efficiency. The machine also includes a large user-friendly touch screen which gives the operator access to machines functions, pre-set parameters, job files, drawing files, etc.
The work table is fitted on a robust slide system to allow it to be pulled out from its normal working position, giving greater access for loading and unloading of parts.
One of the impressive features of this machine is the compact footprint in comparison to the working area of the table. This machine is designed with three main configurations; a basic weld table, a weld table with rotary device and a basic cutting table.
The basic weld table will be used where the parts that are being welded can be positioned flat onto the t-slot base that is included as part of the machine or onto a fixture nest supplied separately.
As an additional option to the basic weld table, a rotary device can be fitted to the top of the table and this will allow parts to be rotated during the laser welding process. The rotary will be controlled as a seventh axis by the robot controller.
In laser cutting applications a different design of bed, including sacrificial laser cutting combes, is required. This allows a flat sheet or individual components to sit directly onto the table during the cutting process.
If the three configurations of Flexlase do not suit your application, Cyan Tec have a wide range of other modular laser cells on offer (Standard laser material processing cells | Cyan-Tec) and also can provide quotations for custom laser systems (Custom laser welding & cutting systems UK | Cyan-Tec). Please get in touch with our sales team to discuss your laser applications on 01509 815186 or sales@cyan-tec.com.
A huge thank you to key supplier Fanuc UK, who’s impressive large footprint stand was the home for the Flexlase machine for the duration of the MACH show.
Industrial robots have featured in automated systems for many years, and they have certainly proved to be a key element for Cyan Tec Systems when designing and manufacturing laser and inkjet systems. As with any robotic application, it is important to find an integrator proficient in both robotic handling and the applied technology. Cyan Tec uniquely combines robotic integration capability with laser and inkjet expertise, enabling customers to be confident of a right-first-time solution suitable for their application and price expectations.
Robotic inkjet buyers first seek the advice of an experienced robotic integrator and it is a distinct advantage to find an integrator who combines laser and inkjet capability with knowledge of inline integration, cycle times, load/unload, automation, and robotic handling. Robotic laser and inkjet solutions require a combination of expert laser/print configurations and robotic integration capability.
A range of industrial robots are available including six axis, palletising, shelf mounted, SCARA, DELTA, and collaborative, and they each have their own USP’s to suit a range of applications. A number of factors are considered for robot selection including the required reach, payload, and environment.
Where SCARA and DELTA robots are ideal for high-speed picking, collaborative devices are excellent for working alongside operators on production lines and often need limited guarding which is beneficial to some customers.
Typically, six axis or palletising-type robots meet the demands of customers in terms of speed, repeatability, and functionality. Though the option of shelf mounted robots are an added weapon in the armoury of automation experts like Cyan Tec and can be extremely useful when instructed to work in tight spaces.
The two most common options when using robotics as part of automated solutions are to move the process (mounting the laser head / inkjet head or other) to the component or to move the component to the process. Both have their advantages and is purely application driven.
The Flexlase machine, a flexible laser processing cell offered by Cyan Tec, is designed to integrate a laser head on the end of a six-axis robot and the laser head is manipulated around the component part to perform the laser process. As this machine is using a fibre delivered laser for the process operations, this setup is deemed the most suitable. However, in other projects where a CO2 laser is used (the type of laser is determined by a number of factors including the material that is required to be processed), due to the complication of the optical design, it has proven beneficial to keep the laser static and use a robot to move the component to the laser. Given that Cyan Tec have a history of working in a wide range of industries – automotive (including E-mobility), aerospace, nuclear, battery technology, pharmaceutical and plastics – the Flexlase has been designed with this in mind and can be easily configured to suit a wide range of applications.
In a world where recycling and sustainability are on the tip of the tongue, the flexibility and re-programmability of robots tick a lot of boxes. Whether the customer requires a new product to be added to an existing system or for the robot to be re-deployed into a different system, robots are easily re-programmed to perform a new task.
In summary, that is why industrial robots are the ultimate processing tool!
Please visit our dedicated Flexlase page – Flexlase | Cyan-Tec – for more information and get in touch with our sales team to discuss your automation applications on 01509 815186 or sales@cyan-tec.com.
Atkins – one of the world’s most respected design, engineering and project management consultancies – recently visited Cyan Tec to show off Spot, an impressive agile mobile robot manufactured by Boston Dynamics.
Designed with automated sensing and inspection to make operations safer, more efficient, and predictable, Spot’s unique mobility allows the robot to go where wheeled robots and drones cannot, while its customisable platform enables you to capture comprehensive site data through suites of sensor and software add-ons. Spot has a proven track record of supporting remote operation and autonomous sensing across a variety of industries, and is remarkably intuitive, enabling you to focus on the job you do best. Whether you are a system integrator, end user, or anything in between, Spot is the adaptable platform you need to inspect, sense and perform.
Given Cyan Tec’s vast nuclear experience, including the integration of traditional six axis robot and industrial laser systems, this innovative concept is hoped to have some unique benefits when handling contaminated nuclear waste. In addition, Spot has some added benefits to the consumer as it can be integrated into existing infrastructure to become a complete end-to-end dynamic sensing solution. Intuitive to operate and easy to develop on, Spot allows Cyan Tec to automate routine inspection tasks and capture data safely, accurately, and frequently.
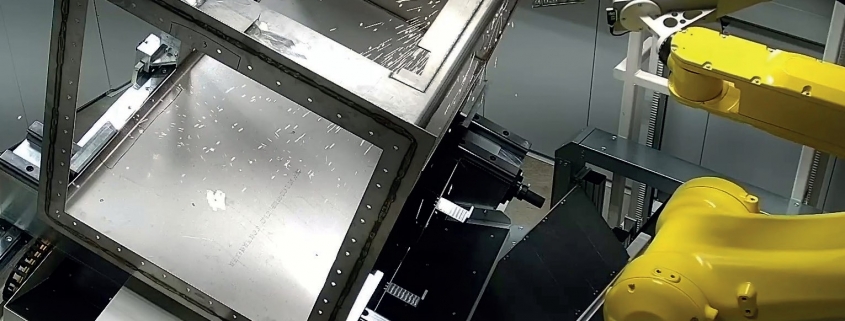
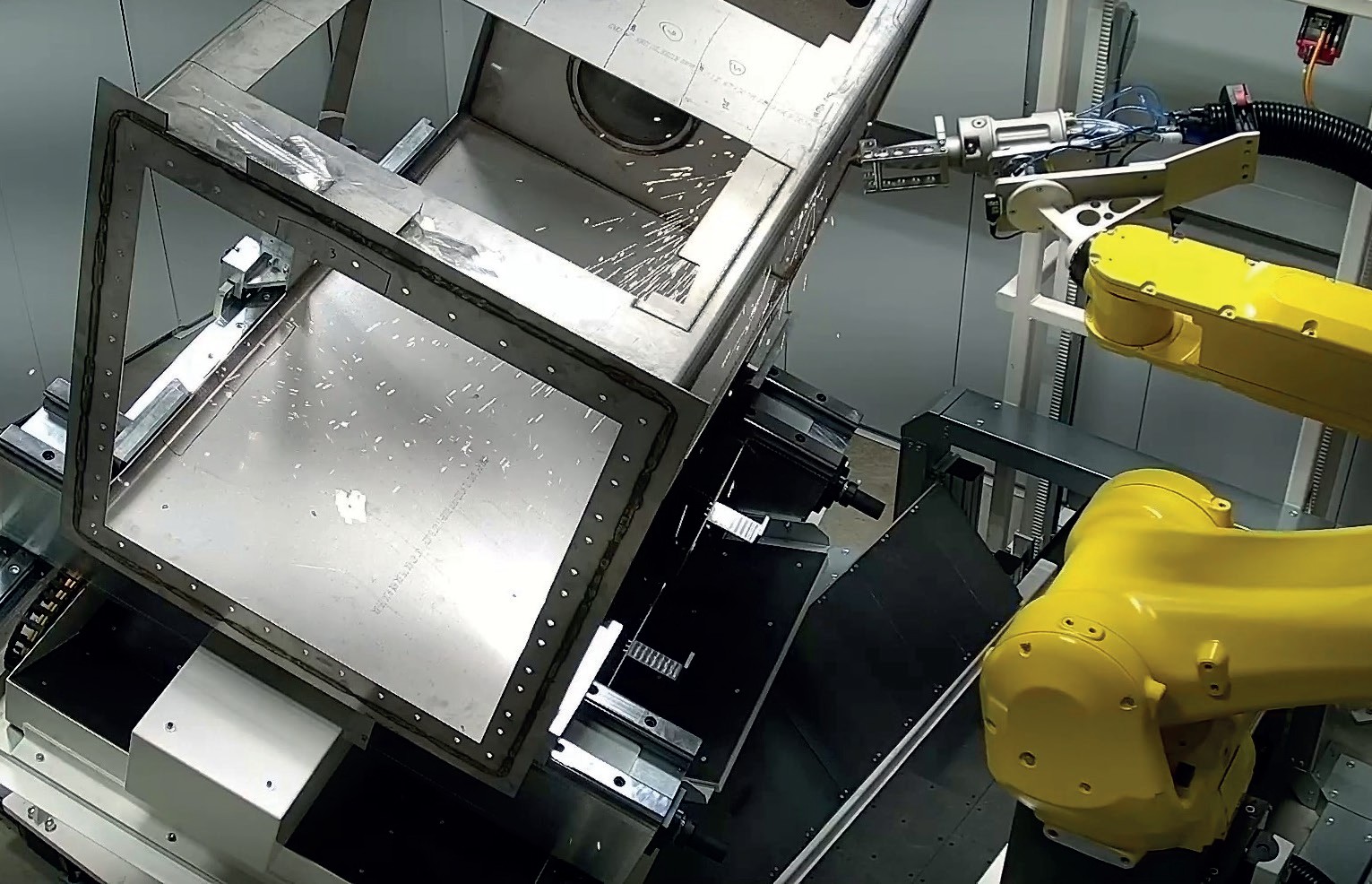
Working in collaboration with a number of partners, Cyan Tec have recent installed a laser cutting machine – an Alpha Active Demonstrator – at Sellafield. The project aims to develop a safer, semi remote process for the size reduction of alpha contaminated items that is more efficient when compared to manual operations. This is expected to have safety, cost and schedule benefits once the technology is proven and optimised.
Gloveboxes used for research, development and operations that have come to the end of their life will be decommissioned as part of the site’s clean-up programme.
Many of these are contaminated with alpha-bearing material and current decommissioning plans include manual techniques which are often hazardous and time consuming. There is a driver to address this challenge using alternative technologies to deliver safer, more efficient decommissioning at a lower cost.
A facility for reducing the size of gloveboxes has been built in an existing laboratory on the Sellafield site. This self-contained laser cutting facility will reduce the risk to operators during remote size reduction of alpha contaminated gloveboxes.
This includes a laser cutting system mounted on a six degrees of freedom robotic arm with recovery of waste and minimum human intervention.
Inactive trials have now been completed, with active tests planned for early 2022. A phase of active demonstrations will take place in order to deliver the pre-defined learning objectives and to enable future decisions on the capability to be made.
The AAD project will determine whether to scale up and build a Central Breakdown Facility or whether another Engineered Drum Store or Waste Treatment Complex is required to house additional waste from the decommissioning of alpha contaminated gloveboxes.
https://cyan-tec.com/wp/wp-content/uploads/2021/12/AAD-1-1.jpg9861531Grant Copsonhttps://cyan-tec.com/wp/wp-content/uploads/2023/10/Cyan-Tec-Logo-2017-80x80.pngGrant Copson2021-12-14 14:42:132021-12-14 14:48:28Alpha Active Demonstrator Installation
With Cyan Tec due to launch the Flexlase – a flexible laser processing machine – at the upcoming Fanuc Open House, we take a look inside the machine and highlight some of its best features.
The Hyperion™ Flexlase is a high-quality, compact, modular laser processing machine. The characteristics of the fibre fed solid state range of lasers results in higher quality welding and cutting along with faster speeds when compared to other solutions.
A modular machine structure gives the customer the ability to choose between different options, depending on the application, providing a platform to specify a dedicated processing tool but with the benefits of purchasing a standard piece of equipment.
Cyan Tec’s control software seamlessly integrates the robot, laser source and safety systems, delivering optimum quality for improved manufacturing efficiency. The machine also includes a large user-friendly touch screen which gives the operator access to machines functions, pre-set parameters, job files, drawing files, etc.
The work table is fitted on a robust slide system to allow it to be pulled out from its normal working position, giving greater access for loading and unloading of parts.
One of the impressive features of this machine is the compact footprint in comparison to the working area of the table. This machine is designed with three main configurations; a basic weld table, a weld table with rotary device and a basic cutting table.
The basic weld table will be used where the parts that are being welded can be positioned flat onto the t-slot base that is included as part of the machine or onto a fixture nest supplied separately.
As an additional option to the basic weld table, a rotary device can be fitted to the top of the table and this will allow parts to be rotated during the laser welding process. The rotary will be controlled as a seventh axis by the robot controller.
In laser cutting applications a different design of bed, including sacrificial laser cutting combes, is required. This allows a flat sheet or individual components to sit directly onto the table during the cutting process.
If the three configurations of Flexlase do not suit your application, Cyan Tec have a wide range of other modular laser cells on offer and also can provide quotations for custom laser systems. Please get in touch with our sales team to discuss your laser applications on 01509 815186 or sales@cyan-tec.com.
https://cyan-tec.com/wp/wp-content/uploads/2021/10/FLEXLASE-200304-4-1030x796-1.jpg7961030Grant Copsonhttps://cyan-tec.com/wp/wp-content/uploads/2023/10/Cyan-Tec-Logo-2017-80x80.pngGrant Copson2021-10-27 09:55:122024-02-05 08:10:30Flexlase – Inside The Machine
Cyan Tec are pleased to announce that their new flexible laser processing machine, Flexlase, will be launched at the upcoming Fanuc open day.
The open day, running from the 1st to the 5th of November 2021, will be hosted at Fanuc’s state of art facility in Coventry, UK. This is a fantastic opportunity for potential clients to meet the Cyan Tec team and understand more about the capabilities of the Flexlase machine.
The small footprint design has the ability to cut or weld (configured to suit the customer’s requirements), including the integration of a wide range of different laser sources. Cyan Tec’s vast laser experience will assist in the configuration of the machine such as; laser processing optics, laser power and component fixturing.
Given that Cyan Tec have a history of working in a wide range of industries – automotive (including E-mobility), aerospace, nuclear, battery technology, pharmaceutical and plastics – the Flexlase has been designed with this in mind and can be easily configured to suit a wide range of applications.
https://cyan-tec.com/wp/wp-content/uploads/2021/09/IMG_1647-scaled.jpg19202560Grant Copsonhttps://cyan-tec.com/wp/wp-content/uploads/2023/10/Cyan-Tec-Logo-2017-80x80.pngGrant Copson2021-09-29 08:55:302021-09-29 08:55:32Cyan Tec to Launch Flexlase at Fanuc Open Day
Cyan Tec, working alongside nuclear partner Atkins Limited, have been awarded a government contract for a radioactive waste segregation project.
The ‘Sort & Seg’ innovation competition, launched in July 2020, set the challenge of finding ways to sort and segregate mixed radioactive waste at some of the UK’s oldest nuclear sites.
The project will be based on Cyan Tec working on a mixed pile of non-radioactive waste, with the aim of proving the designed system can increase recycling rates, reduce the number of waste containers sent for disposal and reduce the hazard to people and the environment.
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refuseing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Google Analytics Cookies
These cookies collect information that is used either in aggregate form to help us understand how our website is being used or how effective our marketing campaigns are, or to help us customize our website and application for you in order to enhance your experience.
If you do not want that we track your visit to our site you can disable tracking in your browser here:
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Other cookies
The following cookies are also needed - You can choose if you want to allow them:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.