The below discusses how Cyan Tec, a UK-based innovator, delivers bespoke, automated solutions merging digital-inkjet expertise with cutting edge robotics to solve the most complex decoration and deposition challenges in modern manufacturing.
Broadening the application of inkjet technology into wider industrial applications requires an innovation-first approach, balanced with decades of engineering experience. For Cyan Tec, a ‘printer’ is never a standalone machine. It is a critical component within a broader manufacturing ecosystem.
Cyan Tec DNA
To understand Cyan Tec’s current position in the field, it is important to look at the origins of the company. Founder Clayton Sampson has been a foundational figure in the digital inkjet world for over 25 years. Long before inkjet was a staple of industrial manufacturing, Clayton was applying his expertise from the automation, machine tool and food-packaging sectors. His aim – to push the boundaries of digital technology.
In 2000, Clayton founded a company dedicated to the miniaturisation of UV-light sources. Not only was this a technical achievement, it was also a pivotal moment in the industry. As a result, the flatbed digital print market, as it is known today, was born. Spotting an opportunity to take the advantages of inkjet printing into new markets, Clayton founded Cyan Tec in 2007.
His ambitious mission was to design and manufacture digital-inkjet systems specifically for industrial applications. Today, Cyan Tec remains a privately owned, British family business, based in Leicestershire, England. While the company has grown into a global exporter, it retains core values of agility and dedication to quality. The company has become a go-to partner for industries where failure is not an option. These include pharmaceuticals, aerospace, medical devices and automotive manufacturing.
The Power of Integration
The primary challenge in modern manufacturing is that industrial solutions rarely exist in isolation. This is where Cyan Tec separates itself from the competition. While many companies sell ‘inkjet solutions’, Cyan Tec offers ‘automated results’. Cyan Tec’s expertise in wider automation provides the company with a proficient ability to deliver at scale. Its expertise spans a wide range of turnkey equipment, including:
- Bespoke high-power laser systems – The UK’s leading high power laser integrator, Cyan Tec provides turnkey systems for laser marking, cutting, welding, cleaning and ablation.
- Complex robotics – The company’s portfolio includes robotic assembly, leak testing, machine tending and precision adhesive dispensing.
- Comprehensive production lines – Cyan Tec integrates the entire ‘nervous system’ of a process. This includes feeding parts from bulk, palletising finished products, machine-vision quality control and the management of complex curing and cleaning cycles. By treating inkjet as a single component within a larger automation chain, Cyan Tec ensures that its systems are not just additions to a factory, but integral drivers of efficiency.
Unlocking New Dimensions
The versatility of Cyan Tec’s technology is a standout feature. The business remains resolutely focused on integrating the ‘right’ package for the customer’s specific ink and application requirements. Cyan Tec regularly integrates hardware from most major printhead manufacturers. Whether it is printing high-fidelity graphics on high-end consumer footwear or high-volume or single pass printing of tokens, each customer problem receives a dedicated solution.
Bespoke printing solutions have been used to apply graphics to a wide variety of products, across a huge range of sizes and shapes. Substrates include wood, glass and a wide range of metals and plastics. One exciting frontier for Cyan Tec is nongraphical industrial applications. Inkjet is an enabling technology for the precision deposition of functional coatings. A prime example is the company’s work in the automotive sector, applying ‘piano black’ finishes to interior trim and centre consoles. By replacing traditional spraying processes with precision inkjet, Cyan Tec generates an 80% material saving. This is a game-changer for manufacturers looking to reduce waste while improving finish quality.
Robojet Platform
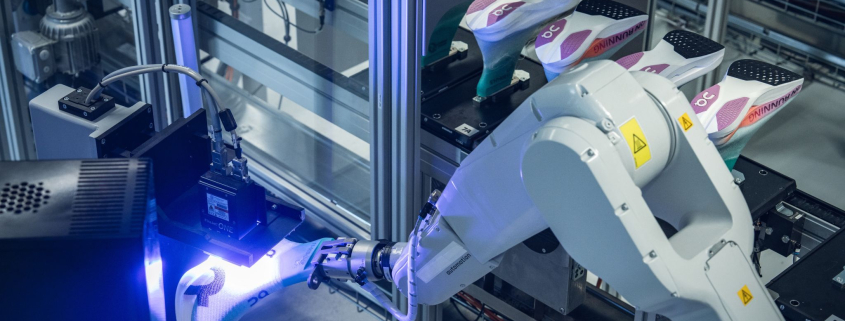
The crown jewel of Cyan Tec’s innovation is the Robojet platform. Early on, the company recognised that industrial robots were the key to unlocking 3D-part decoration. As a result, Cyan Tec formed strategic partnerships with robotics leaders Fanuc and ABB. Cyan Tec has been delivering robotic printing solutions for over 16 years.
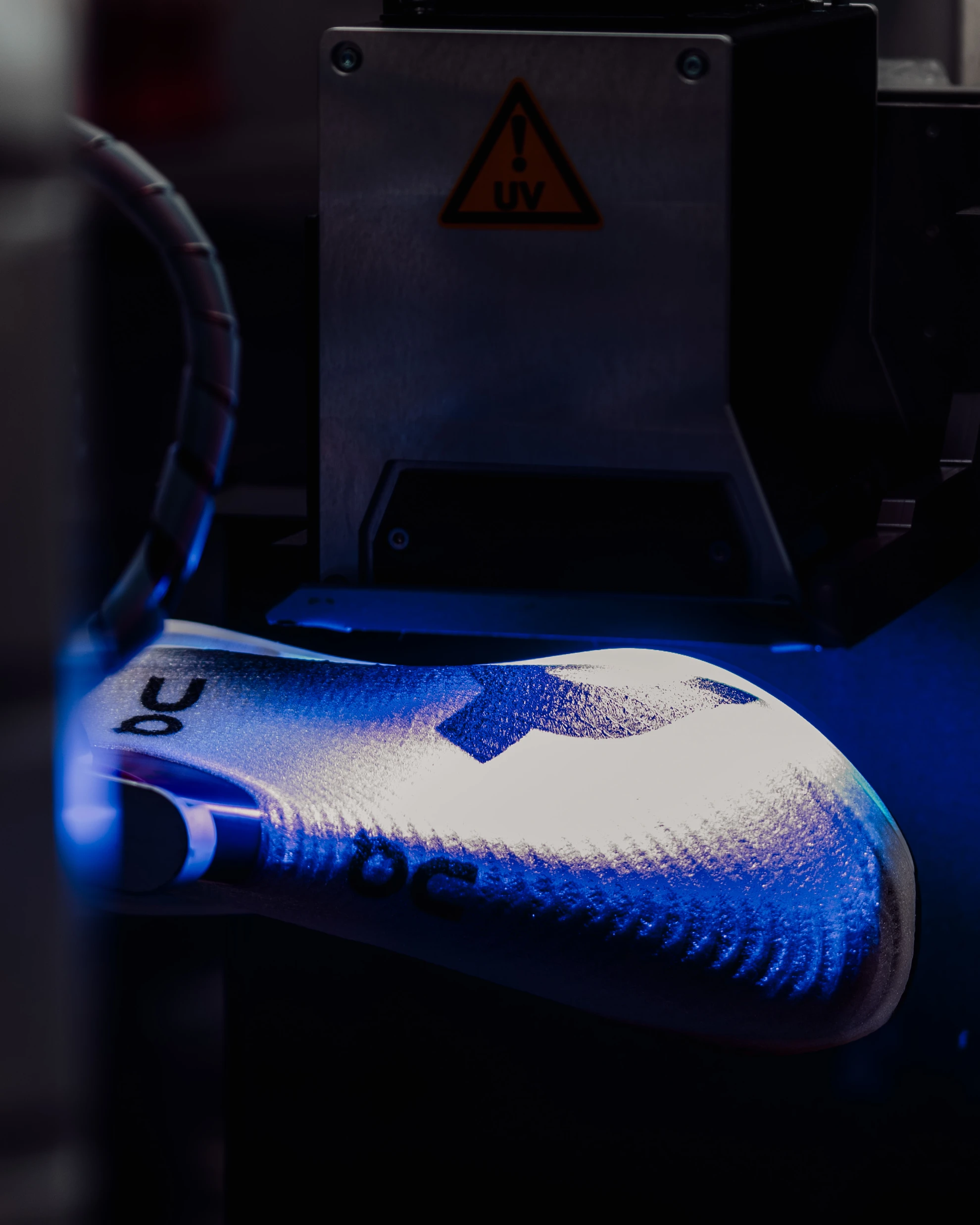
A standard Robojet cell builds on a modular, scalable architecture to create a power house of efficiency. This architecture builds around sophisticated robotic manipulation of the object. Integrating surface preparation – often plasma treatment for optimal adhesion with full-colour, high resolution, digital-ink deposition, pinning and curing – in-line UV curing for immediate finishing.
Perhaps most impressive is the speed of implementation. Cyan Tec uses 3D printing for custom fixturing and advanced offline robot programming. As a result, a Robojet cell can often be programmed and configured, for a brand new product, in under two hours. This robotic approach allows for complex pathing on curved or irregular surfaces that would be impossible for a standard printer.
Furthermore, the robot can handle machine tending duties directly. This makes the system extremely easy to drop into an existing production line.
Global Partner – British Values
From its Leicestershire base, Cyan Tec has built a worldwide reputation. It is proud to export equipment to the most demanding markets in Europe, Asia and the US. The company’s success is built on a foundation of ‘quality first’, maintained through rigorous ISO 9001 certification and a proven process for project management.
However, what truly sets Cyan Tec apart is its team. The business employs a multidisciplinary group of highly skilled engineers who thrive on ‘impossible’ projects. The dedication of the Cyan Tec team delivers quality solutions for customer satisfaction.
Conclusion
With over 18 years as a trusted partner in the digital-inkjet space, Cyan Tec has proven that the intersection of inkjet and automation is a fertile ground for innovation. The company provides the competitive edge required to succeed in a market defined by mass customisation and late-point differentiation.
A bespoke, automated inkjet solution from Cyan Tec is able to revolutionise manufacturing processes and unlock new levels of efficiency.