Collaborative and Industrial Robotic Dispensing
Cyan Tec are able to use all of their experiences and expertise to implement complex collaborative and industrial robot dispensing systems.
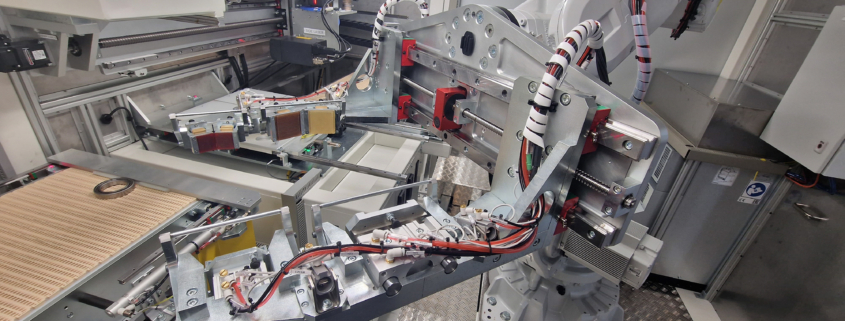
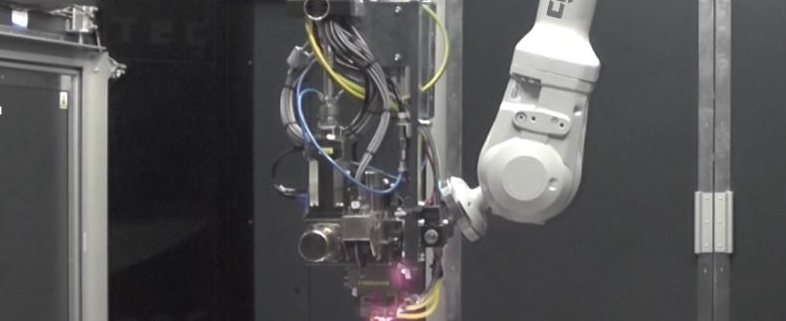
Often driven by the demands of the client’s products and cycle time requirements, robots are frequently the equipment of choice where the manipulation of a processing head around the customers workpiece is needed. Whether the process is dispensing, spraying, using laser or inkjet technology or material handling, robotic arms lend themselves perfectly to reliably present the processing equipment in the same position for each machine cycle. Occasionally, the robot is used to manipulate the customer’s product around the processing tool (s), though more often than not the product is located in a fixed position.
Cyan Tec have been involved with a vast number of projects where a robot has been integrated into an automated cell to dispense different materials. A recent solution provided by Cyan Tec involved a material being dispensed onto a moving target, which is clearly more challenging than working with a static product, though it is complex projects where Cyan Tec’s team of engineers often excel. Due to the environment and access required to the line, a collaborative robot (Cobot) was integrated within the advanced manufacturing solution offered by Cyan Tec. Not only did the Cobot make the automated dispensing process possible, but it also improved the reliability, and productivity of the customer’s current process.
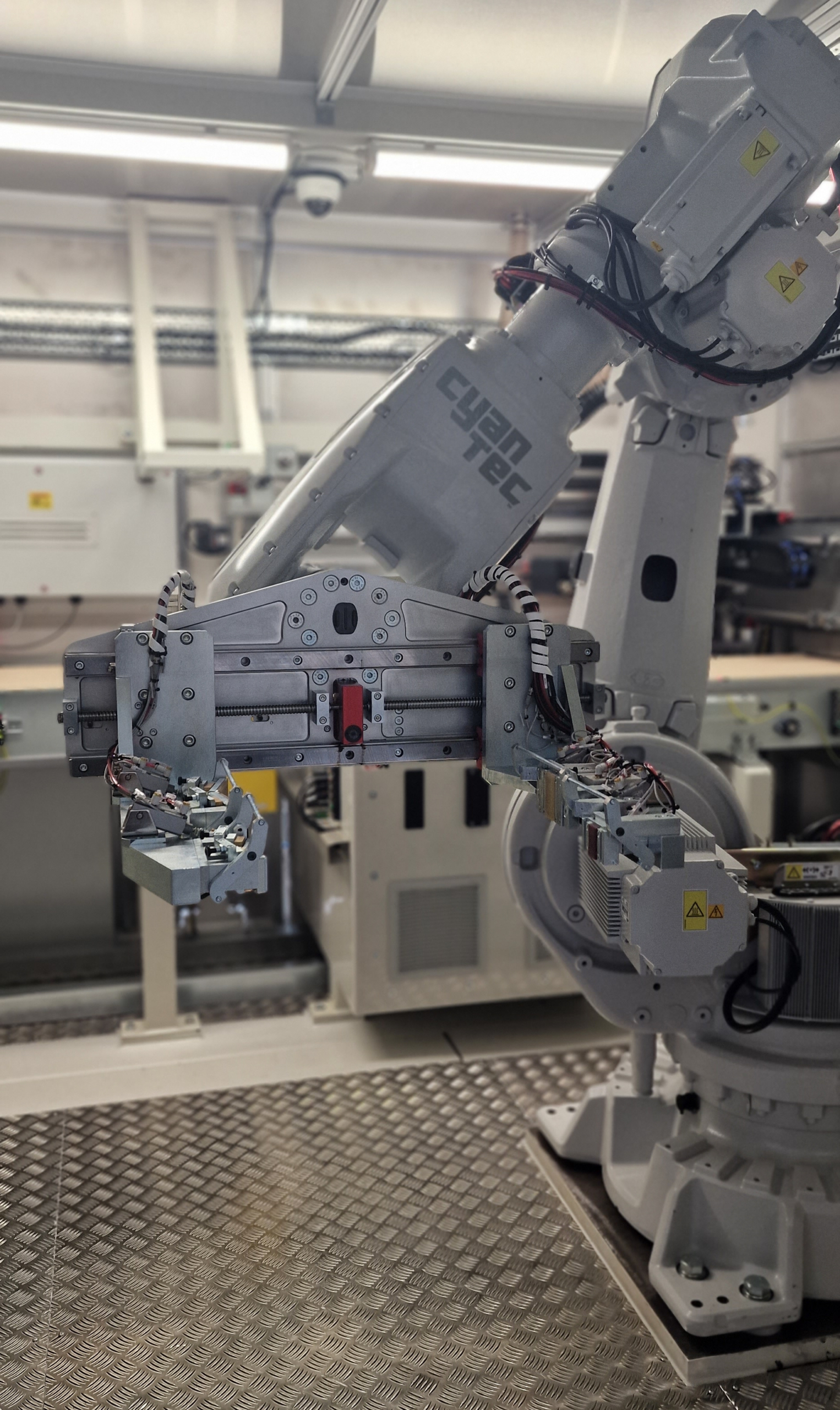
A CRX20 robot, supplied by strategic partner Fanuc, gives the system the required functionality as well as importantly in this case allowing the robot to run without an interlocked guarding system. Cobots have quickly become a consideration for integrators and end users alike, and the after sales support offered by Fanuc was key to the success of this application.

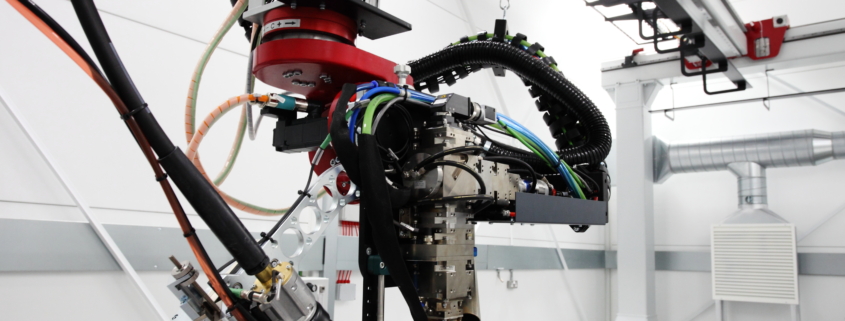
The system also incorporates conveyor line tracking software, which ensures that the customers material feed system works seamlessly with the robotic automation. Conveyor line tracking is a software option that allows an encoder pulse to be outputted to the robot so that the exact position of the part is known, ensuring that the process is performed reliably. Additionally, due to the nature of the dispensing process, a load cell is integrated and this is used to weigh the remaining material in the product tank that is fitted to the robotic arm. The feedback from the load cell constantly gives the robot a new product weight as it is being dispensed, ensuring that the correct robot offset is applied throughout the process.
The automated dispensing solution offered by Cyan Tec is required to be integrated into an existing line at the customer’s facility. The experience and flexibility of the engineering team at Cyan Tec ensures a smooth integration of the new equipment, including minimal interference with daily production tasks.

Working with a dispensing partner – in this case Nordson – is crucial to the integration of a successful project. Along with providing the dispensing equipment, this type of partnership also allows Cyan Tec to trial dispensing and spraying applications in an excellent lab environment, which forms part of the proof-of-concept stage. Proving the automated process prior to order placement can de-risk the project for both parties and also to understand achievable cycle times.
Similar to this dispensing process, Cyan Tec have experience of paint spray, as well as lubricant and sealant applications in a wide range of industry sectors. The automotive industry, particularly the production of batteries for electric vehicles, is an area of growth for robotic dispensing technology, using both industrial and collaborative robots. The integration of robotic automation offers the end user the ability to produce parts at a higher throughput and quality compared to their previous labour intensive processes, as well as being able to work longer hours without breaks.
Cyan Tec have again proved successful with the implementation of new technology, displaying innovation and expertise throughout this project. If you’re looking to upgrade your existing equipment or to implement a new automated process, Cyan Tec are here to make your advanced manufacturing solution dream a reality!
For further information please contact sales@cyan-tec.com or call 01509 815186 to discuss your requirements in more detail.